
Se o seu PETG está soltando fios finos entre as partes da peça, isso é o famoso Stringing no PETG.
Esse problema é muito comum em impressoras como a Creality Ender 3, Creality K1 e Anycubic Kobra.
Mas calma — o PETG é naturalmente mais “pegajoso” que o PLA. Com os ajustes certos, dá para reduzir drasticamente.
🔎 O que é Stringing?
Stringing são aqueles:
- Fios finos entre torres
- Teias de aranha na peça
- Pequenos fiapos entre partes abertas
Isso acontece quando o filamento continua vazando durante o deslocamento do bico.
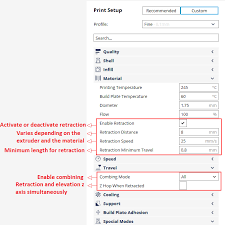
1️⃣ Retracção Muito Baixa (Causa Principal)


4
Se a retracção for insuficiente:
- O bico continua vazando
- Cria fios entre movimentos
✔ Valores recomendados:
- Direct Drive: 0.8 – 1.5 mm
- Bowden: 3 – 5 mm
Faça teste de torre de retracção.
2️⃣ Temperatura Muito Alta
PETG muito quente:
- Fica mais líquido
- Vaza com facilidade
✔ Ajuste ideal:
Imprima entre 230–245°C
Teste reduzir 5°C.
3️⃣ Filamento Úmido
Filamento molhado:
- Cria vapor
- Aumenta vazamento
- Intensifica stringing
Seque por 4–6 horas a 50–55°C.
4️⃣ Velocidade de Deslocamento Muito Baixa
Se o travel speed for baixo:
- O bico fica mais tempo no ar
- Forma mais fios
✔ Ajuste:
Aumente travel speed para 120–180 mm/s.
5️⃣ Combing Desativado
Sem combing:
- O bico cruza áreas abertas
- Cria fios visíveis
Ative “Combing Mode” no slicer.
6️⃣ Fluxo (Flow) Muito Alto
Flow acima de 100%:
- Aumenta pressão interna
- Gera vazamento
Teste 95–100%.
7️⃣ Ventoinha Muito Baixa


4
PETG precisa de equilíbrio.
Se fan estiver muito baixa:
- O material permanece mole
- Aumenta stringing
Use 30–50% após primeira camada.
8️⃣ Bico Desgastado
Bico gasto:
- Não fecha fluxo corretamente
- Vaza mais material
Trocar o bico pode resolver instantaneamente.
9️⃣ Falta de Calibração do Extrusor
Se os E-steps estiverem errados:
- O fluxo fica impreciso
- Pode gerar excesso de material
Calibre extrusor corretamente.
Configuração Base Recomendada Para PETG Sem Stringing
- Bico: 235–240°C
- Mesa: 80°C
- Retracção: 1 mm (Direct) / 4 mm (Bowden)
- Travel: 150 mm/s
- Fan: 40%
- Flow: 98–100%
Checklist Rápido
✔ Ajustei retracção?
✔ Reduzi temperatura?
✔ Sequei o filamento?
✔ Aumentei travel speed?
✔ Ajustei flow?
Conclusão
Se você está enfrentando stringing no PETG, normalmente é:
👉 Temperatura alta
👉 Retracção baixa
👉 Filamento úmido
👉 Flow elevado
Com pequenos ajustes, o PETG pode imprimir quase tão limpo quanto PLA.